












| Description | Minutes |
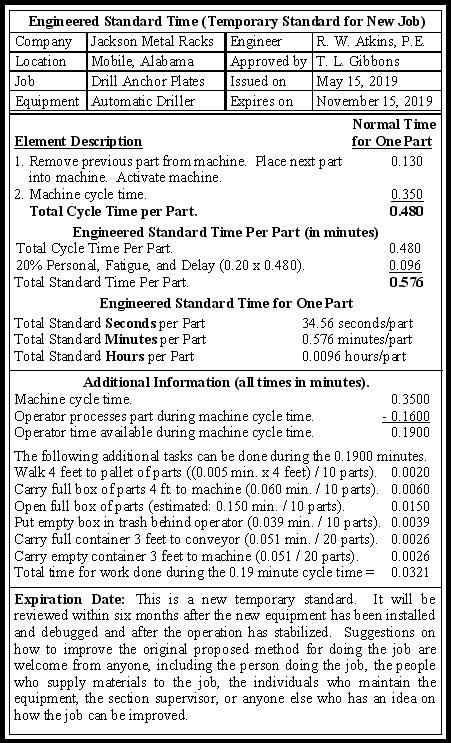
| Operator load and unload machine = | 0.13 |
| Machine cycle time = | 0.35 |
| Total Time per Part = | 0.48 |
| Description | Minutes |
| Machine Cycle Time = | 0.35 |
| Operator Processes Part During Machine Cycle Time = | - 0.16 |
| Operator Time Available During Machine Cycle Time = | 0.19 |
| Description | Minutes |
| Walk 4 feet to pallet of parts ((0.005 x 4 feet) / 10 parts) = | 0.0020 |
| Carry full box of parts to machine (0.060 min. / 10 parts) = | 0.0060 |
| Open full box of parts (estimated: 0.150 min. / 10 parts) = | 0.0150 |
| Put empty box in trash behind operator (0.039 min. / 10 parts) = | 0.0039 |
| Carry full container 3 feet to conveyor (0.051 min. / 20 parts) = | 0.0026 |
| Carry empty container 3 feet to machine (0.051 min. / 20 parts) = | 0.0026 |
| Total Prorated Time per Part for all Operator Work = | 0.0321 |
| Description of Work Sequence 1 | Minutes |
| Put empty box in trash behind operator = | 0.039 |
| Walk 4 feet to pallet of parts (0.005 x 4 feet) = | 0.020 |
| Carry full box of parts from pallet to machine = | 0.060 |
| Total Time for Work Sequence 1 = | 0.119 |
| Description of Work Sequence 2 | Minutes |
| Open full box of parts = | 0.150 |
| Total Time for Work Sequence 2= | 0.150 |
| Description of Work Sequence 3 | Minutes |
| Carry full container 3 feet from machine to conveyor = | 0.051 |
| Carry empty container 3 feet from pallet to machine = | 0.051 |
| Total Time for Work Sequence 3 = | 0.102 |
| Description | Minutes |
| Total Cycle Time Per Part = | 0.480 |
| 20% Personal, Fatigue, and Delay (0.20 x 0.480) = | 0.096 |
| Total Standard Time Per Part = | 0.576 |